
Чертежи изделий с обмотками и магнитопроводами
Чертежи изделий с электрическими обмотками и магнитопроводами (электрические машины, трансформаторы, приборы, аппараты) выполняют в соответствии с требованиями стандартов ЕСКД, изложенными выше. Особенности выполнения чертежей таких изделий отражены в ГОСТ 2.415-68* и ГОСТ 2.416-68*. Чертеж изделия с обмотками, как правило, является сборочным чертежом и в общем случае должен содержать изображение изделия, дающее представление о составе, расположении и взаимодействии его составных частей, схему соединений обмоток, таблицу обмоточных данных, габаритные, присоединительные и исполнительные размеры, номера позиций составных частей, технические требования к изготовлению и контролю изделия. Основным конструкторским документом чертежа с обмотками и магнитопроводами является спецификация, выполненная в соответствии с требованиями ГОСТ 2.106-96.
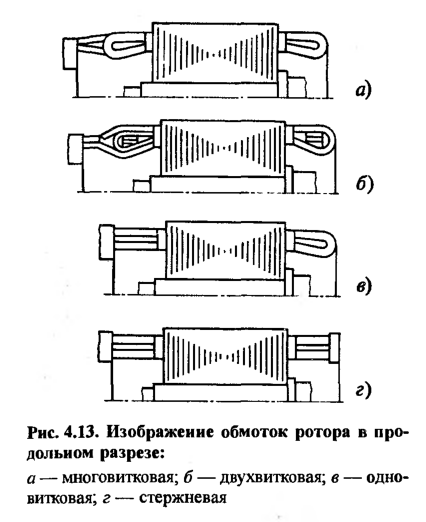
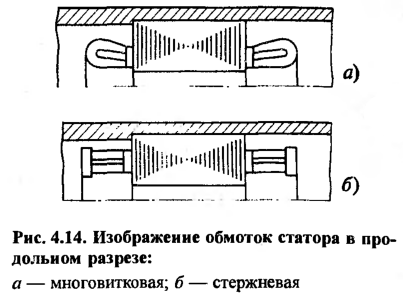
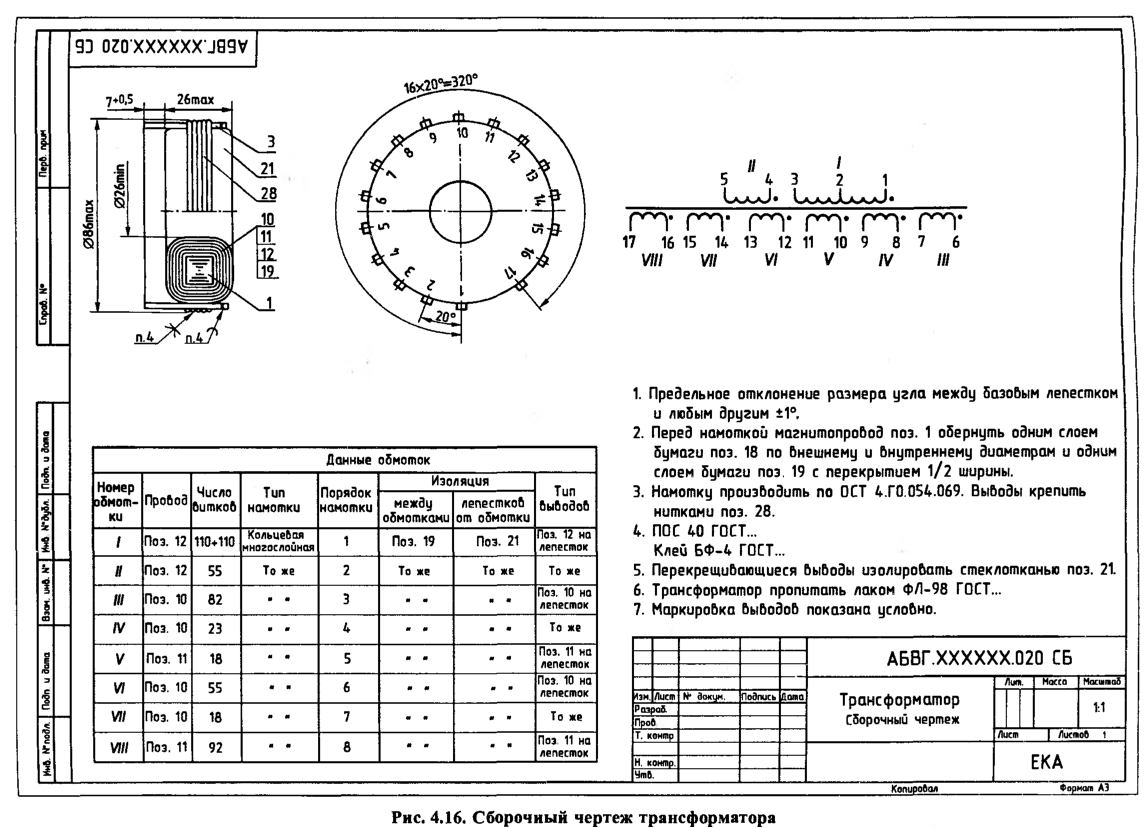
При изображении изделий типа роторов, статоров и индукторов электрических машин в продольном разрезе, как правило, показывают верхнюю половину изделия. Нижняя половина показывается упрощенно без разреза (рис. 4.12). ГОСТ 2415-68* устанавливает правила изображения различных видов обмоток ротора и статора в продольном и поперечном разрезах (рис. 4.13, 4.14). В поперечном разрезе многовитковую обмотку заштриховывают «в клетку» (рис. 4.12, 4.15), при этом направление штриховки должно быть параллельно оси паза (для статоров и роторов) или оси каркаса катушки (для трансформаторов и дросселей). При разрезе катушки вдоль проводов обмотки ее изображают, как показано на рис. 4.16.

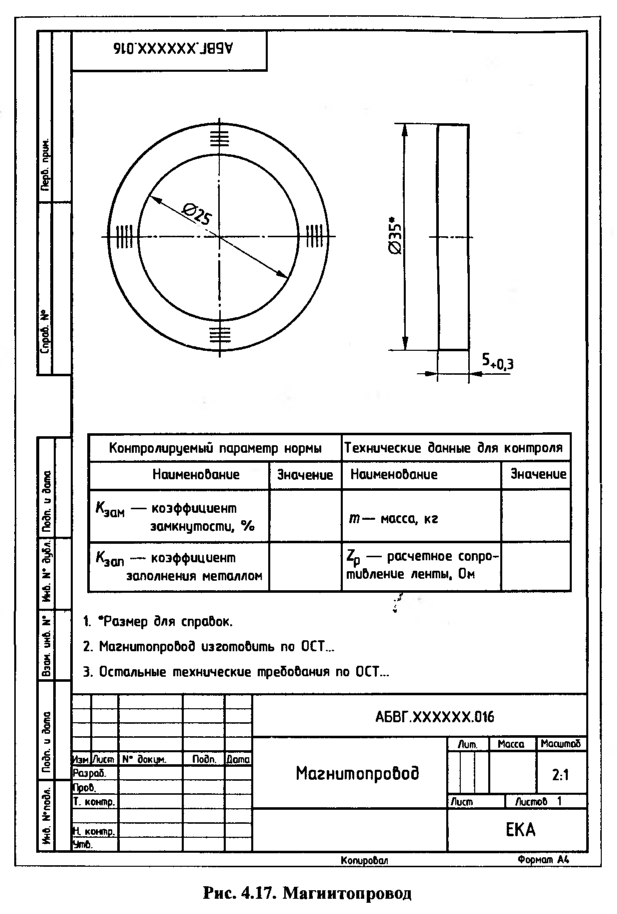
Изоляцию однослойную и многослойную в разрезах и сечениях заштриховывают как неметаллический материал (рис. 4.16), при толщине менее 2 мм зачерняют (см. рис. 4.12). Магнитопроводы в поперечных разрезах штрихуют в направлении расположения листов или лент (см. рис. 4.16). При отсутствии разрезов магнитопроводов допускается проводить несколько штриховых линий, указывая направление листов (рис. 4.17).
Если секущая плоскость проходит через ось сердечника ротора или статора, то независимо от расположения пазов разрез показывают по зубу (см. рис. 4.12). Бандаж, закрепляющий обмотку, изображают так, как показано на рис. 4.16. Часть материалов, используемых при изготовлении изделия с обмотками, может быть не показана непосредственно на изображении изделия, например изоляция, бандаж и др. Сведения об этих материалах должны быть записаны в соответствующих разделах спецификации, а применение должно быть отражено в таблице обмоточных данных и технических требованиях чертежа. В технических требованиях или в таблице обмоточных данных помещают также указания о количестве слоев и витков обмотки, изоляции и бандажа и данные об их расположении.
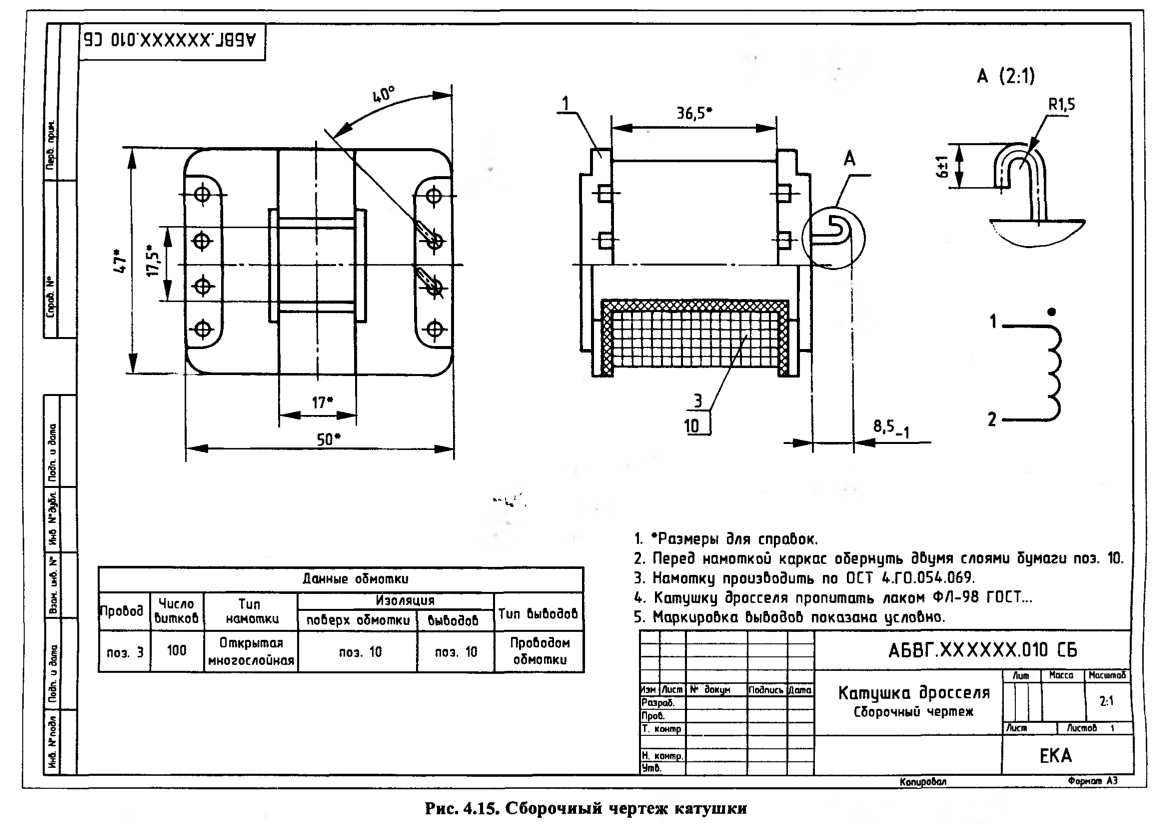
Форма таблицы обмоточных данных установлена ГОСТ 2.415-68* и содержит данные о материале провода, количестве витков, изоляции, типе и порядке намотки и др. Размеры граф и их содержание определяются разработчиком и ГОСТом не регламентируются. Дополнительные данные о технологии изготовления изделия записываются в технических требованиях чертежа. В таблице обмоточных данных и в технических требованиях могут содержаться ссылки на номера позиций спецификации, не вынесенные на изображении изделия (см. рис. 4.15, 4.16).
Как правило, на сборочном чертеже изделия с обмотками помещают схему обмотки (см. рис. 4.12, 4.15, 4.16). Начало и конец обмотки обозначают точкой или буквами Н и К соответственно. Более подробно правила выполнения схем обмоток изложены в гл. 6.
На рис. 4.12 приведен пример оформления сборочного чертежа статора электрической машины. На фронтальном разрезе изображена только верхняя половина статора, нижняя показана упрощенно. Разрез выполнен по пазу. В поперечном разрезе обмотка заштри-
хована «в клетку», причем направление штриховки совпадает с направлением оси соответствующего паза. На чертеже содержатся сведения о всех составных частях изделия. Связь чертежа со спецификацией осуществляется через позиционные обозначения. Схема соединений обмотки выполнена на свободном поле чертежа согласно требованиям ГОСТ 2.705-70. Начало и конец обмотки обозначены буквами Н и К. На чертеже нанесены габаритные и исполнительные размеры. В технических требованиях приведены сведения о порядке намотки, припое, пропитке.
На рис. 4.15 приведен пример оформления сборочного чертежа катушки дросселя. Каркас катушки (поз. 1) представляет собой сборочную единицу. Обмотка дросселя (поз. 5) в поперечном разрезе заштрихована «в клетку». На изображение изделия нанесены габаритные и присоединительные размеры (отмечены *), а также исполнительные, относящиеся к выводу обмотки. Приведена схема обмотки, на которой начало обмотки обозначено точкой. Данные обмотки приведены в таблице на поле чертежа. Позиции спецификации, относящиеся к материалам провода и изоляции обмотки, указаны в таблице обмоточных данных и технических требованиях чертежа.
На рис. 4.16 приведен пример оформления чертежа многообмоточного кольцевого трансформатора. На фронтальном разрезе, выполненном по общим правилам, установленным ГОСТ 2.305-68**, обмотка разрезана вдоль проводов и заштрихована в соответствии с требованиями ГОСТ 2.415-68*. На свободном поле чертежа приведена схема соединений обмоток. Обмотки обозначены римскими цифрами, начало обмотки — точкой. Данные обмоток приведены в таблице. В технических требованиях содержатся сведения по технологии изготовления трансформатора, приведены марки клея и припоя.
Чертежи магнитопроводов оформляют как рабочий чертеж детали. На рис. 4.17 приведен пример чертежа магнитопровода. Магнитопровод изготовлен из стандартного листового материала, поэтому габаритный размер является справочным и указывается со знаком *.