
Понятие о предельных отклонениях размеров и их нанесении на чертажах
Размеры всех элементов изготовленной детали (действительные раз-меры) всегда отклоняются от номинальных (расчетных), заданных на рабочем чертеже. Однако эти отклонения должны быть допустимыми. Одни размеры (действительные размеры) могут оказаться несколько большими заданных номинальных, другие — несколько меньшими, но если каждый из них не выходит за допустимые пределы, заранее заданные конструктором (предельные отклонения),— деталь считают годной.
В первом случае предельное отклонение обозначают знаком «+», во втором знаком «—». Верхнее и нижнее предельные отклонения могут быть или только положительными, или только отрицательными, причем число знаков в верхнем и нижнем отклонениях должно быть одинаково. Отклонения, равные нулю, не записывают.Разность между наибольшим и наименьшим предельными размерами называют допуском.Предельные отклонения, указанные числовыми величинами, выполняют размером шрифта, принятым для записи номинальных размеров, или на одну ступень меньше, но не менее 2,5 мм (см. рис. 2.18).Отклонения следует писать возможно ближе друг к другу, но так, чтобы цифры не сливались. Не допускается проводить линию между верхним и нижним отклонениями.При симметричном расположении поля допуска абсолютное отклонение указывают один раз со знаком «±», причем высота цифр отклонений должна быть равна высоте шрифта номинального размера, например 60±0,2.Предельные отклонения указывают для всех размеров, нанесенных на рабочих чертежах. Допускается их не указывать: для размеров, определяющих зоны различной шероховатости одной и той же поверхности, зоны термообработки, покрытия, отделки, рифления, а также для диаметров рифленых поверхностей; для деталей, изготовляемых из картона, войлока, миканита и других материалов, легко подвергающихся деформациям; для размеров частей деталей, изготовляемых из пруткового, листового или других стандартных профилей сортового материала, не подлежащих обработке.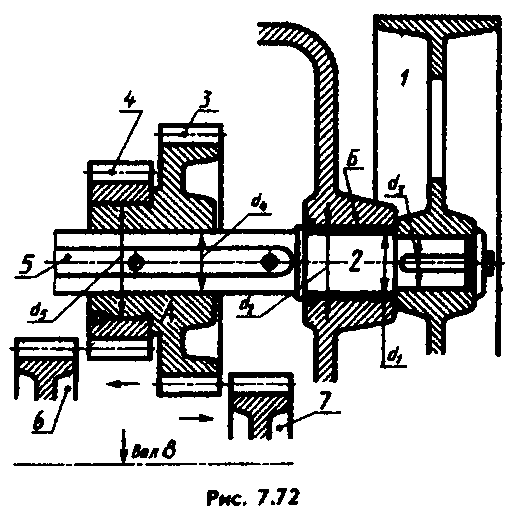
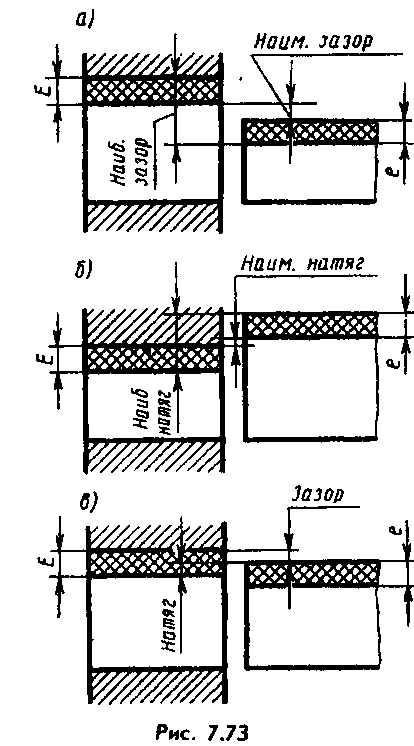
- посадку с зазором — размер отверстия больше размера вала (рис. 7.73, а) (поле допуска отверстия расположено над полем допуска вала);
- посадку с натягом — размер вала больше размера отверстия (рис. 7.73, б (поле допуска отверстия расположено под полем допуска вала);
- посадку переходную — возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются полностью или частич-но, рис. 7.73, в).
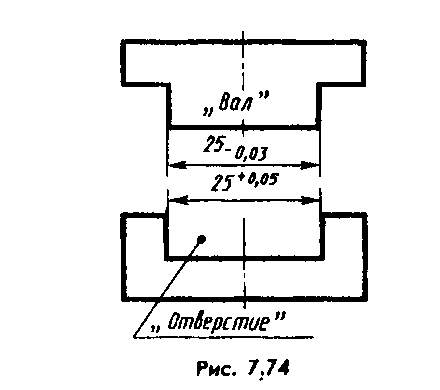
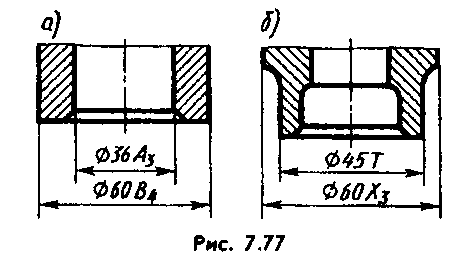
Примечание. Термины «вал» и «отверстие» относят не только к цилиндрическим деталям, но и к элементам деталей другой формы (рис. 7.74).
Сделать точное отверстие труднее, чем точный вал. Для отверстий нужен специальный режущий инструмент — свои оправки и шлифовальные круги, тогда как для обработки вала специальных инструментов не нужно; один и тот же резец или шлифовальный круг применим для валов разных диаметров.Измерительные инструменты для отверстий — предельные пробки — дороже предельных скоб (рис. 7.75).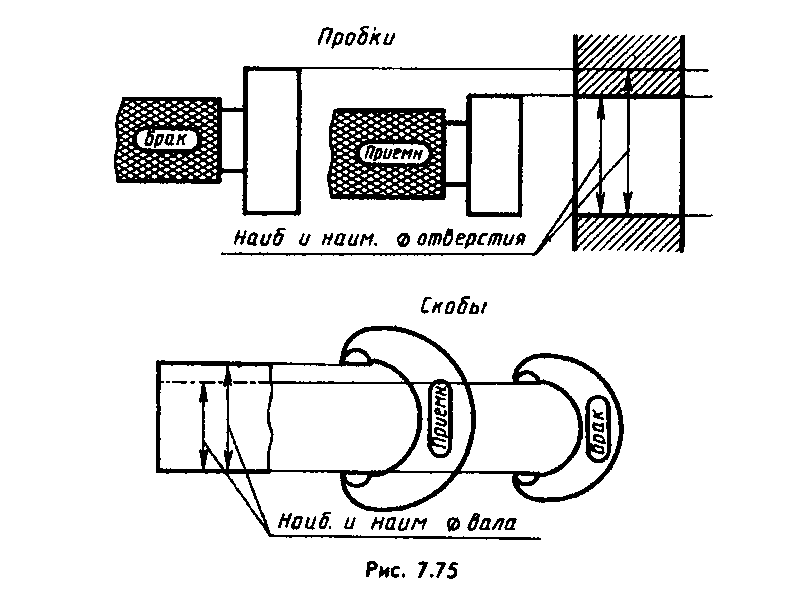
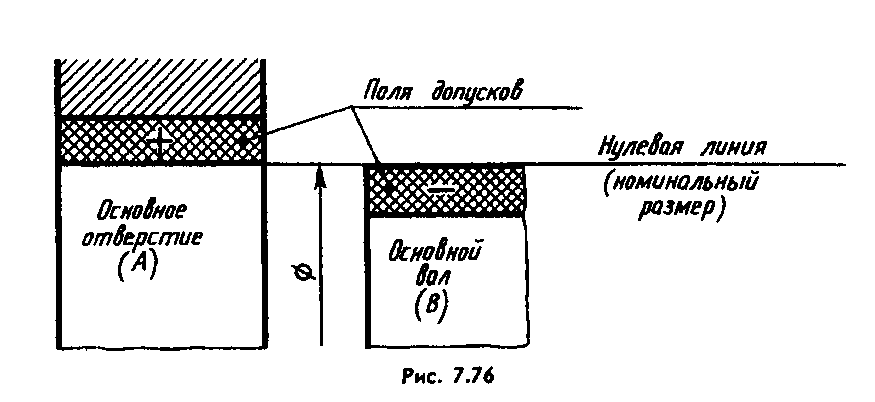
- система отверстия — совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном и том же номинальном размере и классе точности), а различные посадки достигаются путем изменения предельных отклонений валов. Нижнее отклонение размера отверстия всегда равно нулю (рис. 7.76, а). Такое отверстие называют основным.
- система вала — совокупность посадок, в которых предельные отклонения размеров валов одинаковы (при тех же условиях), а различные посадки достигаются путем изменения предельных отклонений отверстий. Верхнее отклонение номинального размера вала всегда равно нулю (рис. 7.76, б). Такой вал называют основным.
Примеры современного обозначения предельных отклонений см. в соответствующих ГОСТах.