Понятие о базах в машиностроении.
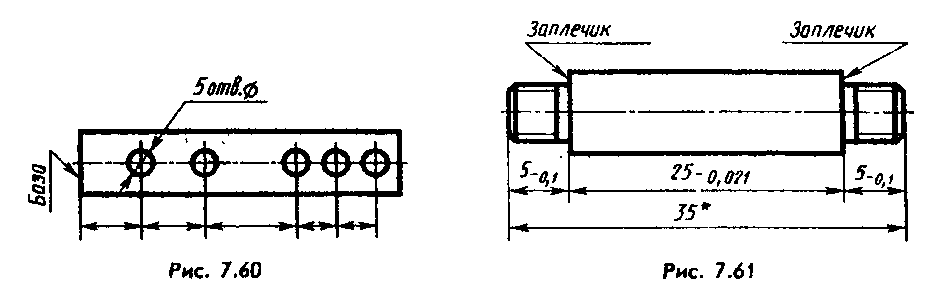
На рис. 7.46 зачерненными треугольниками условно отмечены плоскости, от которых должны отсчитываться соответствующие размеры — l1, k или L. Эти плоскости (на рис. 7.46, а, б — торцы, на рис. 7.46, в — заплечик) называют базовыми.
Правильный выбор баз — необходимое условие создания работоспособного изделия. Согласно ГОСТ 21495—76* базы подразделяют на: конструкторские (основные и вспомогательные), технологические и измерительные.Проектируя изделие, конструктор выделяет его основную составную часть (например, станину станка, раму велосипеда), устанавливая для нее систему координат (обычно прямоугольную декартову, как более точную и более быструю в исполнении), являющуюся основной для изделия в целом. Затем устанавливает системы координат и для остальных составных частей изделия (также обычно сборочных единиц) с размерами, координирующими их положение в основной системе. Наконец, для деталей намечает «местные» системы координат с размерами, определяющими их положение в сборочной единице.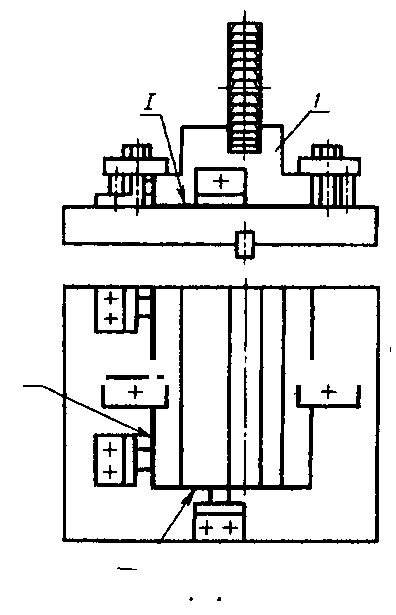
Рис. 7.51
Совокупность систем координат всех трех ступеней позволяет точно определять положение в изделии любой сборочной единицы или детали.
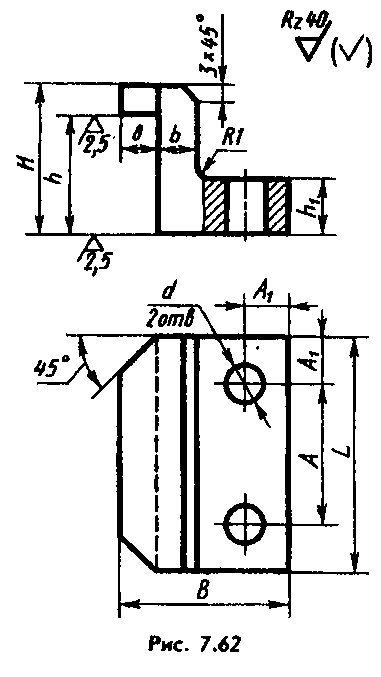
Эти координатные плоскости называют конструкторскими базами.(Среди них могут быть скрытые базы в виде воображаемой плоскости, оси или точки.)Технологическая база определяет положение заготовки или изделия при изготовлении или ремонте, на рис. 7.51 поз. 1 — заготовка, поз. /, //, /// — технологические базы, определяющие положение заготовки в приспособлении.Измерительная база определяет относительное положение заготовки или изделия и средств измерения (рис. 7.52, измерительная база А детали).Согласно ГОСТ 2.307—68*, размеры, определяющие положение сопрягаемых поверхностей, проставляют, как правило, от конструкторских баз с учетом возможности выполнения и контроля этих размеров.На рис. 7.45 размер а проставлен от конструкторской базы — плоскости Г.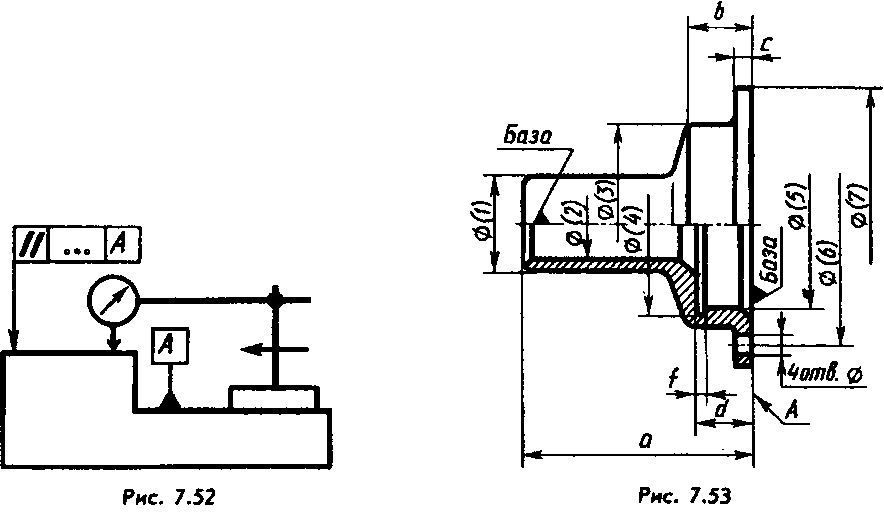
На рис. 7.53 привалочная плоскость А и ось детали — конструкторские базы. От них отсчитывают размеры a, b, с, d, диаметры 1, 2 и т. д.
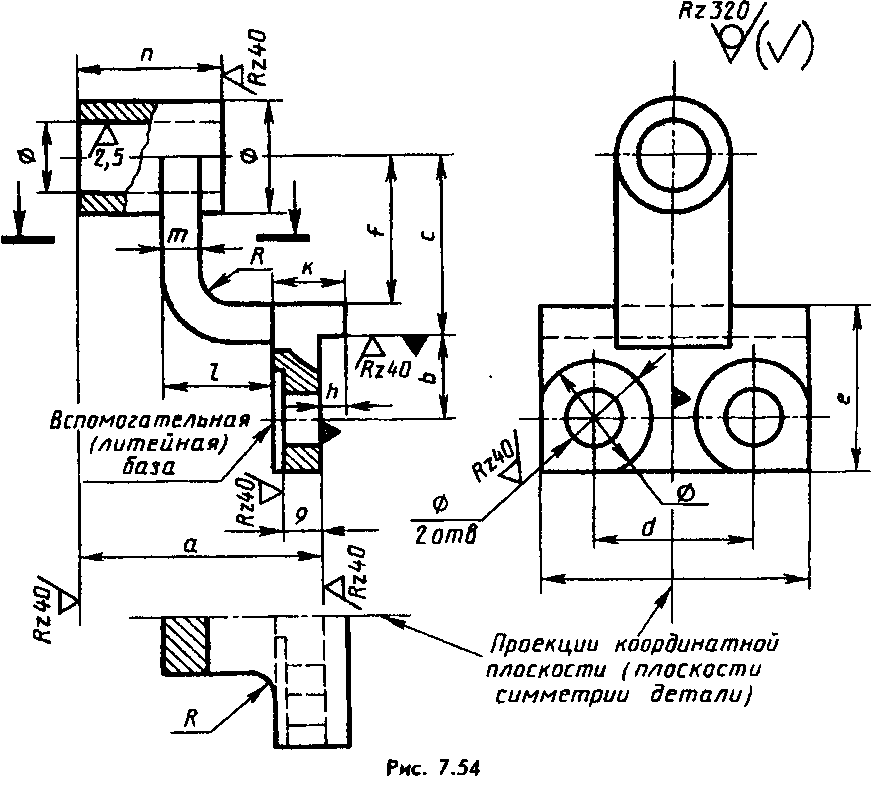
На рис. 7.54 — три плоскости и ось, условно отмеченные зачерненными треугольниками, — конструкторские базы. Но на этой детали имеются поверхности, образованные без удаления слоя материала (в данном случае — литьем), и поверхности, образованные путем удаления слоя материала (в данном случае — точением, строганием и сверлением). Поэтому на детали имеется еще одна вспомогательная конструкторская база (ли-тейная), используемая для изготовления литейной модели и приемки (контроле) отливки.Согласно ГОСТ 2.307—68*, при выполнении рабочих чертежей деталей, изготавливаемых отливкой, штамповкой, ковкой или прокаткой с последующей механической обработкой части поверхности детали, указывают не более одного размера по каждому координатному направлению, связывающего механически обрабатываемые поверхности с поверхностями, не подвергаемыми механической обработке. Размеры, определяющие литейную форму детали (отливки), проставляют от необрабатываемых поверхностей — литейных баз, от которых при обработке будут контролировать расстояния до конструкторских баз (размеры k и f на рис. 7.54) и проверять размеры на отливке.
Размеры, определяющие литейную форму детали (отливки), проставляют от необрабатываемых поверхностей — литейных баз, от которых при обработке будут контролировать расстояния до конструкторских баз (размеры k и f на рис. 7.54) и проверять размеры на отливке.
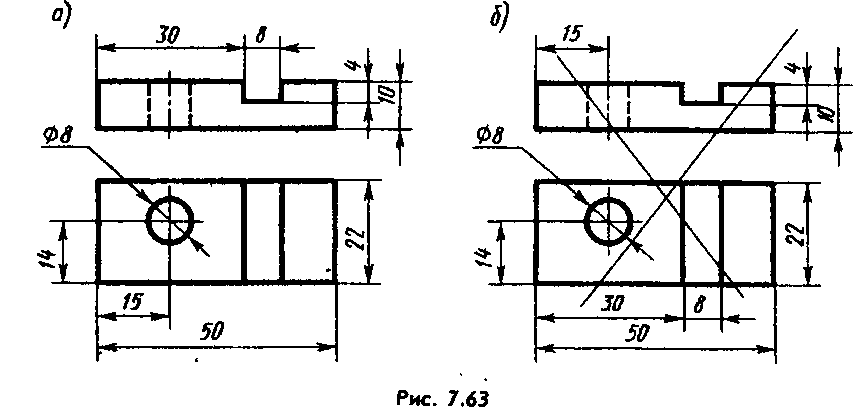
Размеры, относящиеся к одному и тому же конструкторскому элементу детали, рекомендуется группировать в одном месте, располагая их на том изображении, на котором геометрическая форма данного элемента показана наиболее полно (рис. 7.63, а — правильно, б — неправильно).
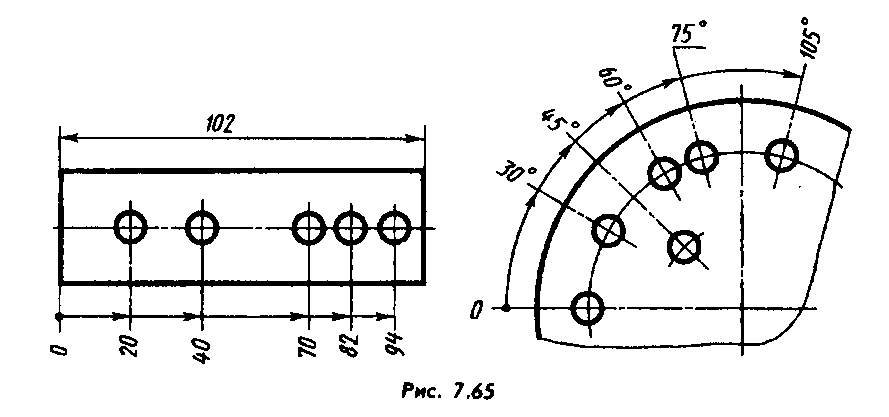
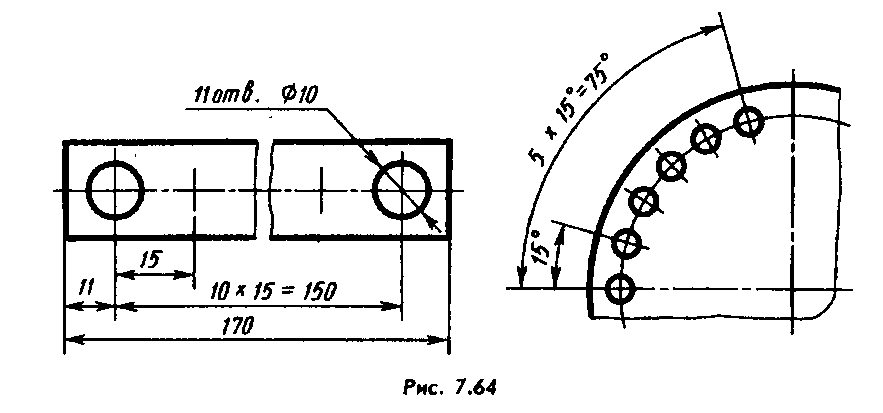 При большом количестве размеров, наносимых от общей базы, следует руководствоваться рис. 7.64 — для равномерно расположенных элементов детали, например отверстий, и рис. 7.65 — при неравномерном их расположении.
При большом количестве размеров, наносимых от общей базы, следует руководствоваться рис. 7.64 — для равномерно расположенных элементов детали, например отверстий, и рис. 7.65 — при неравномерном их расположении.
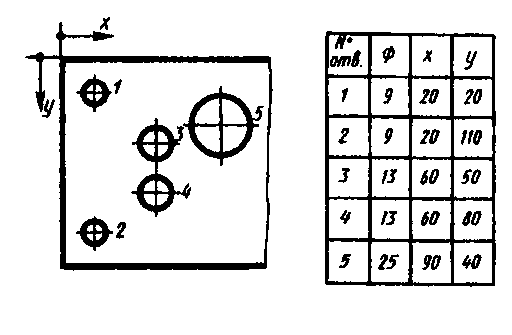
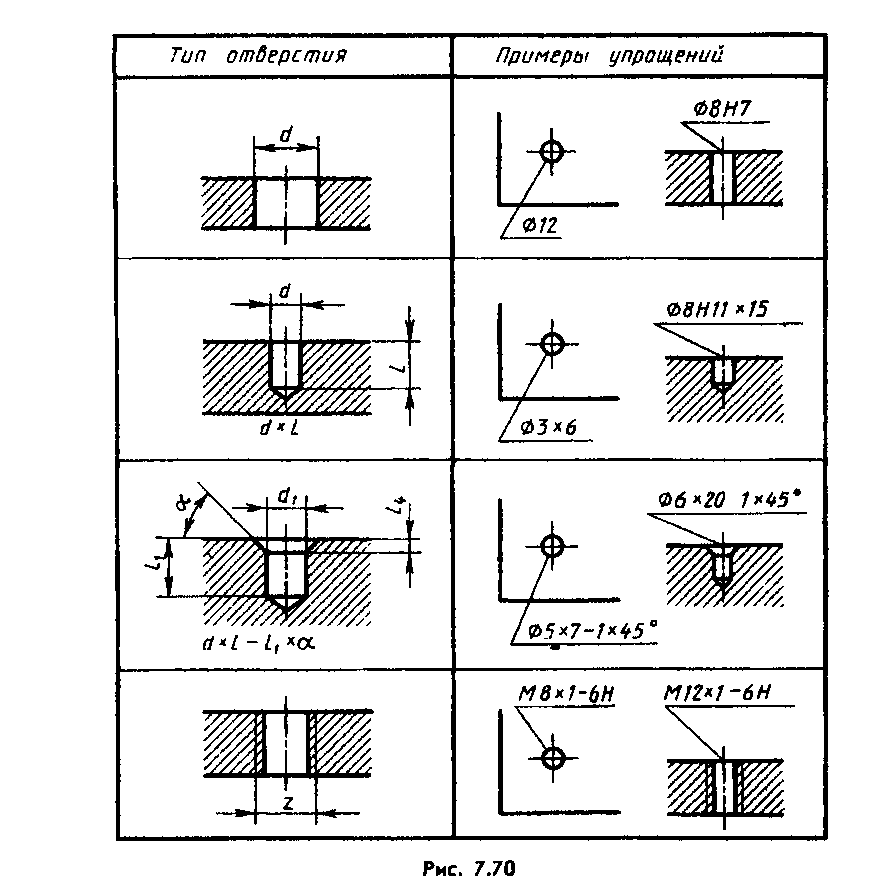
При большом количестве однотипных элементов (например, отверстий), неравномерно расположенных на поверхности, допускается координатный способ задания их расположения с указанием размеров (рис. 7.68). Допускается также применение в соответствующих случаях для отверстий условных знаков типа приведенных на рис. 7.69. Если диаметр отверстия на изображении 2 мм и менее, допускается наносить размеры отверстий упрощенно (рис. 7.70). Подробнее см. ГОСТ 2.318—81*.