Паяные соединения - госты, обозначения
Пайку применяют для получения герметичности, образования покрытия от коррозии (лужение), при соединении деталей, несущих небольшую нагрузку, и т. д. В ряде случаев способ соединения пайкой имеет преимущество перед сваркой, в частности его широко применяют в радиотехнике, электронике, приборостроении.
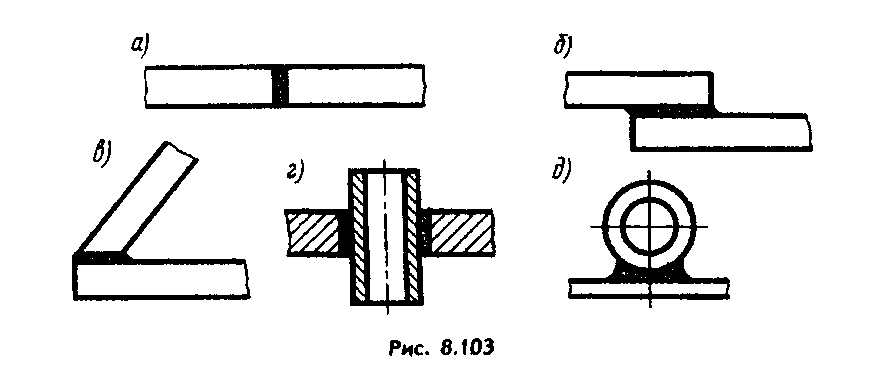
Существует большое число способов пайки, например (по источнику нагрева): паяльником (простейший способ), погружением в расплавленный припой, газопламенный, лазерный, электронно-лучевой и др. (Подробнее см. ГОСТ 17349—79. Пайка классификация способов; ГОСТ 17325—79*. Пайка и лужение. Основные термины и определения.)Способ пайки указывают в технологической документации. Припои подразделяют: по температуре расплавления — на особолегкоплавкие (до 145 °С), легкоплавкие (до 450 °С), среднеплавкие (до 1100°С), высокоплавкие (до 1850 °С) и тугоплавкие (свыше 1850 °С); по основному компоненту — на оловянные (ПО), оловянно-свинцовые (ПОС), цинковые (ПП), мед-но-цинковые (латунные, ПМЦ), серебряные (ПСр) и др. (см. ГОСТ 19248—90*. Припои. Классификация). Припой ПСр применяют, в частности, когда место пайки не должно сильно снижать электропроводимость.Выпускают припои в виде проволоки (Прв), прутков (Пт), лент (Л), и др. (см. ГОСТ 21931—76*).Марку припоя записывают в технических требованиях (ТТ) по типу: ПОС 40 ГОСТ 21931—76 (без указания сортамента) или Припой Прв КР2 ПОС 40 ГОСТ 21931—76 (с указанием Сортамента), где Прв КР2 — проволока круглого сечения диаметром 2 мм. Число 40 указывает содержание олова в процентах (остальное — свинец); припой ПСр70 ГОСТ 19733—74* — 70 % серебра, 26 % меди и 4 % цинка; припой ПОС40 — мягкий, ПСр70 — твердый.Как и сварные, паяные швы (П) подразделяют (рис. 8.103) на: а — стыковые (ПВ-1, ПВ-2, ...); б — нахлесточные (ПН-1, ПН-2, ...); в —угловые (ПУ-1, ПУ-2, ...); г —тавровые (ПТ-1, ПТ-2, ...) плюс д — соприкасающиеся (ПС-1, ПС-2, ...). (Подробнее см. ГОСТ 19249—73*. Соединения паяные. Основные типы и параметры.)Независимо от способа пайки швы на видах и разрезах изображают, согласно ГОСТ 2.313—82 (СТ СЭВ 138—81), сплошной линией толщиной 2s (рис. 8.103). На линии-выноске, выполняемой тонкой линией и начинающейся от изображения шва двусторонней стрелкой (а не односторонней, как у сварного шва), помещают условный знак пайки (похожий на букву С), наносимый основной линией (рис. 8.104). Шов по замкнутой линии обозначают тем же знаком, что и аналогичный сварной шов. Согласно ГОСТ 19249—73*, тип шва указывают на полке линии-выноски (см. рис. 5.46) на стадии эскизного и технического проектов, в некоторых случаях — на рабочей КД.