Элементы деталей
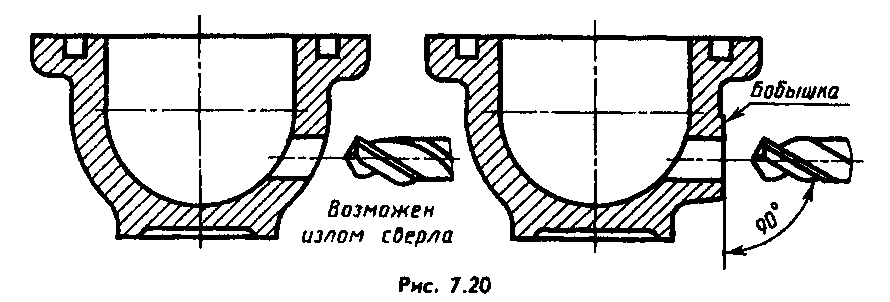
Наиболее распространены: фаски, галтели, проточки, пазы, буртики, лыски, различные отверстия — центровые, под винты и т. д. (рис. 7.1), рифления (см. рис. 7.19), бобышки (см. рис. 7.20) и др.
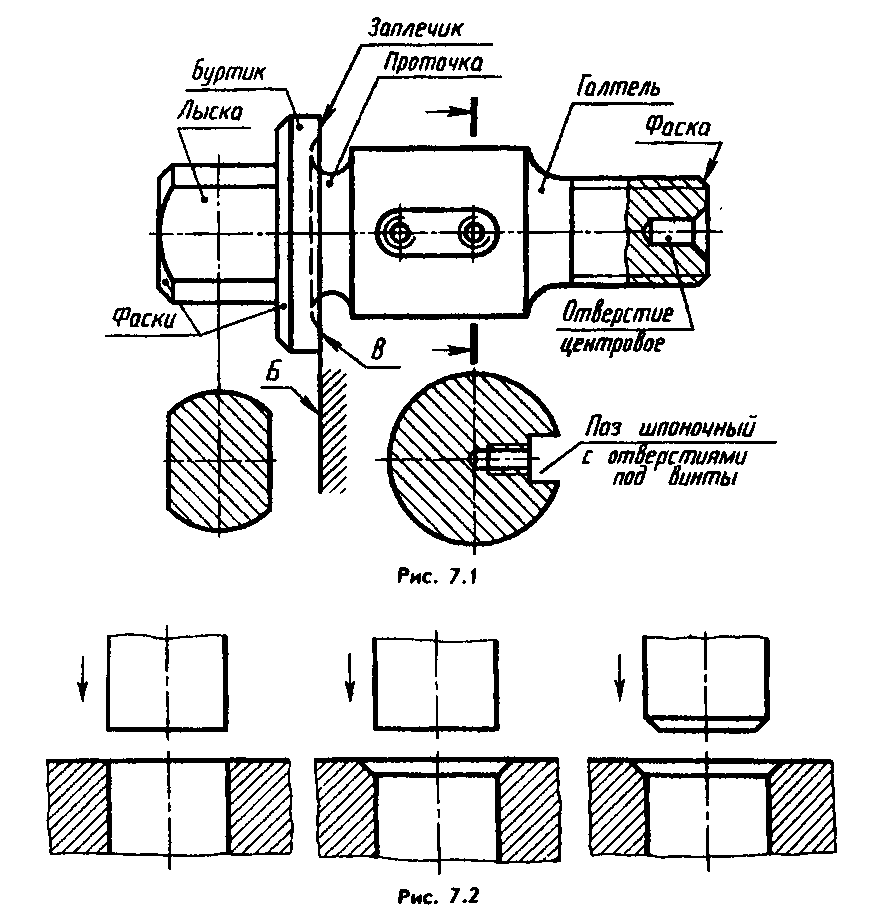 Фаски — конические или плоские узкие срезы (притупления) острых кромок деталей — применяют для облегчения процесса сборки (рис 7.2), предохранения рук от порезов острыми кромками (требования техники безопасности), придания изделиям более красивого вида (требования технической эстетики) и в других случаях.
Фаски — конические или плоские узкие срезы (притупления) острых кромок деталей — применяют для облегчения процесса сборки (рис 7.2), предохранения рук от порезов острыми кромками (требования техники безопасности), придания изделиям более красивого вида (требования технической эстетики) и в других случаях.
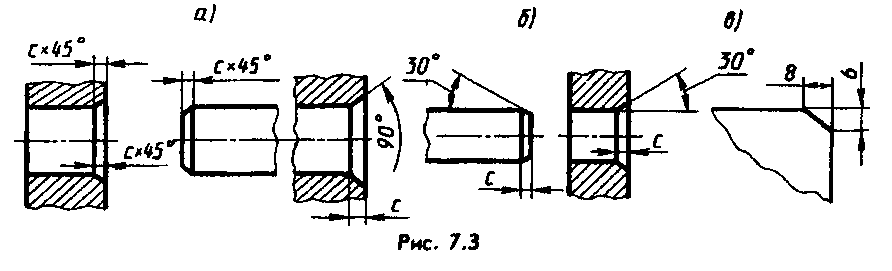
Размер катета С выбирают, согласно ГОСТ 10948—64* (СТ СЭВ 2814—80). из следующего ряда чисел: 0,10; (0,12); 0,16; (0,20); 0,25; (0,30); 0,40; (0,50), 0.60; (0,80); 1,0; (1,2); 1,6; (2,0); 2,5; (3,0); 4,0; (5,0); 6,0; (8,0); 10; (12); 16; С20) и т. д. до 250 мм. Размеры без скобок предпочтительны.
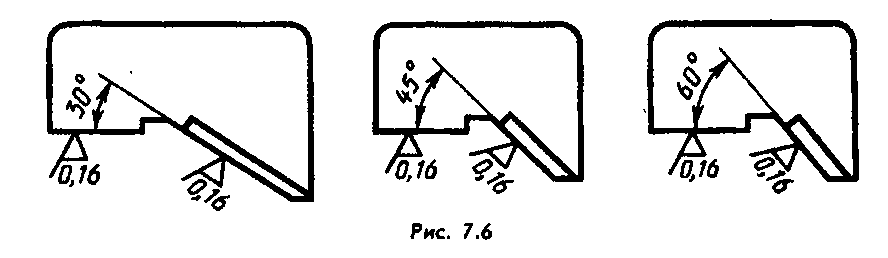
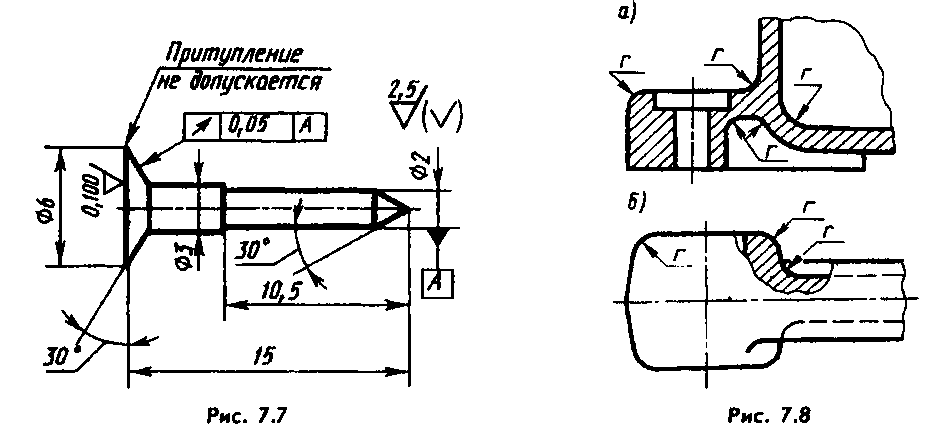
На рис. 7.6 изображены шаблоны для проверки размеров фасок. Если на чертеже нет никаких указаний о форме кромок, то они должны быть притуплены (без контроля величины притупления). Если притупление недопустимо, то делают соответствующую запись (рис. 7.7).
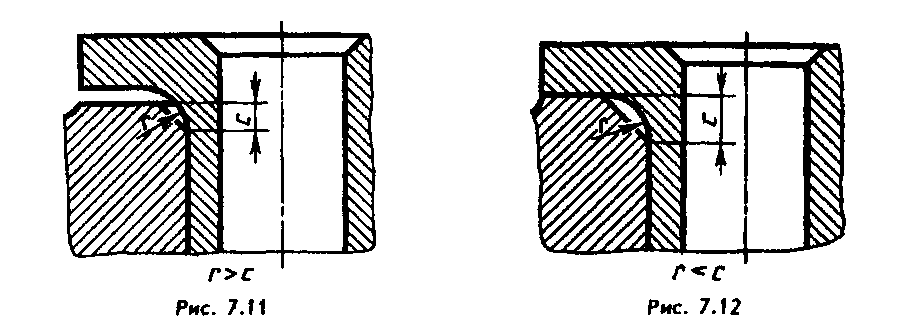 Радиусы скругления, размер которых в масштабе чертежа 1 мм и меньше, не изображают и размеры их наносят, как показано на рис. 7.10. На рис. 7.11 показан неправильный, а на рис. 7.12 правильный выбор размеров фаски и галтели.
Радиусы скругления, размер которых в масштабе чертежа 1 мм и меньше, не изображают и размеры их наносят, как показано на рис. 7.10. На рис. 7.11 показан неправильный, а на рис. 7.12 правильный выбор размеров фаски и галтели.
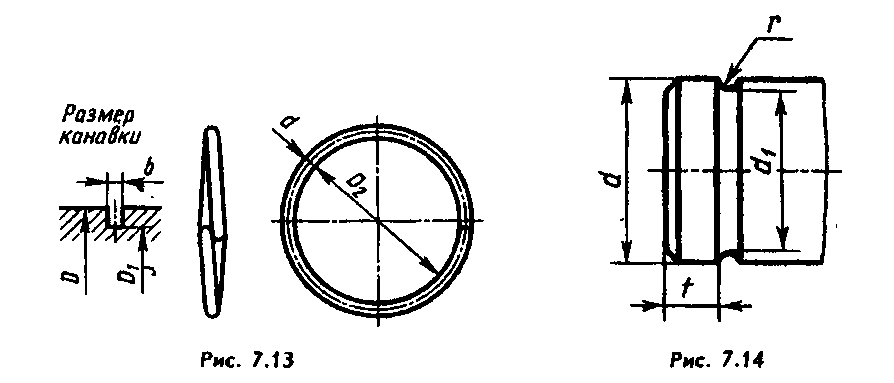
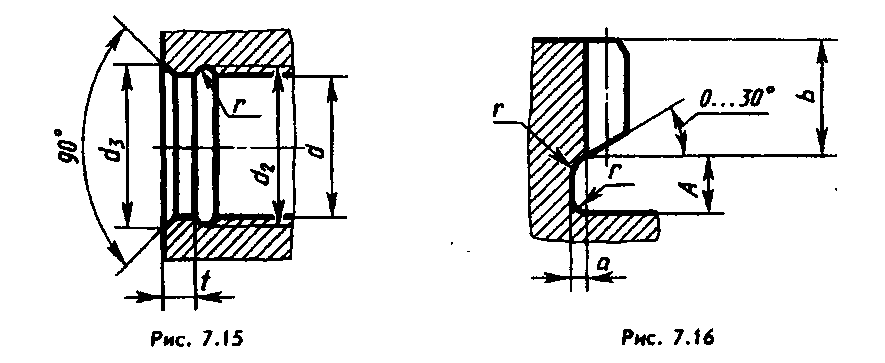
На основном изображении проточки, как правило, дают с упрощениями, а их действительные формы и размеры выявляют выносными элементами (см. рис. 5.35), пользуясь соответствующими стандартами.
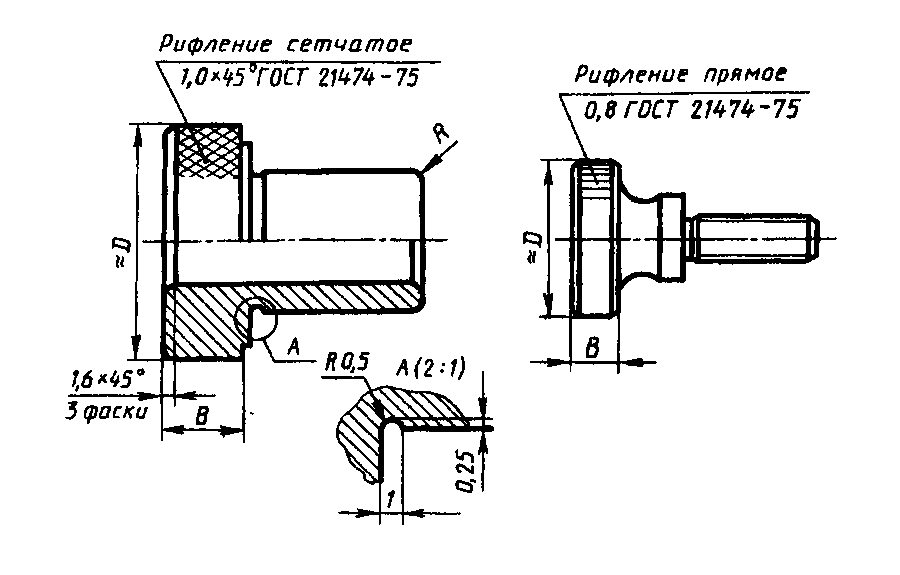
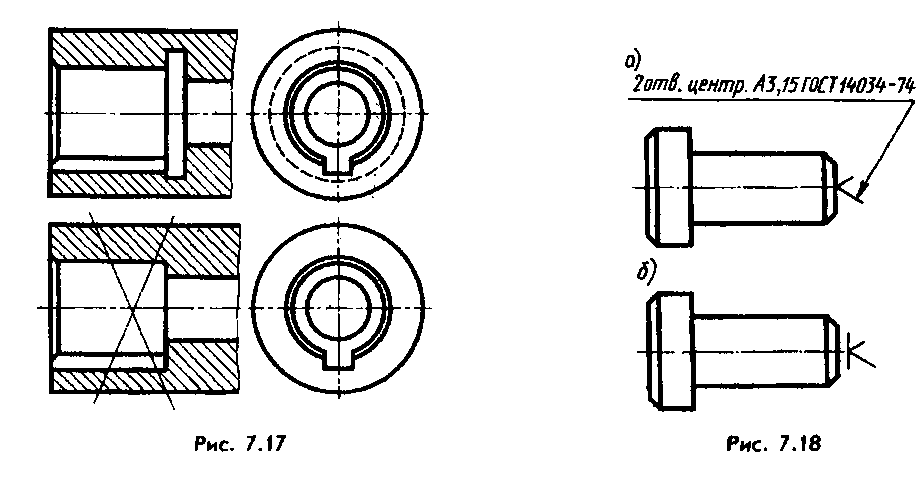
Столь же разнообразно применение пазов, буртиков и лысок (плоских срезов на поверхности вращения, ограничивающих детали).На рис. 7.1 лыски служат для удержания оправки от вращения при навертывании гайки на другой ее конец. Для придания чертежу большей наглядности лыски могут быть отмечены диагоналями, наносимыми тонкими сплошными линиями (см. рис. 5.44).На торцах оправки имеются центровые отверстия. Если их наличие безразлично, то соответствующие указания на чертеже отсутствуют и деталь может быть изготовлена как с центровыми отверстиями, так и без них (решает технолог). Если в изготовленной детали требуется наличие центровых отверстий, то их отмечают условным знаком по рис. 7.18, а, с указанием на полке обозначения по ГОСТ 14034—74. Если центровые отверстия в готовом изделии недопустимы, то наносят знак по рис. 7.18,6.Назначение буртика на оправке пояснений не требует. Пример применения ребер жесткости был дан на рис. 5.42. Их назначение очевидно.Рифления предотвращают проскальзывание пальцев руки при завинчивании детали. На чертеже указывают, согласно ГОСТ 21474—75, тип рифления (прямое или сетчатое) и его шаг (рис. 7.19), выбираемый из ряда: 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0 (последний только для сетчатого). Угол рифления, отличный от 45°, указывается на изображении.